近日,为落实中办、国办印发的ehs.cn 《关于全面加强危险化学品安全生产工作的意见》 加强精细化工企业安全生产风险管控, 有效防范重特大事故发生, 应急管理部组织制定的国家标准 《精细化工反应安全风险评估规范》 (GB/T 42300-2022)已于近期发布实施。
▲应急管理部截图
精细化工产品品种繁多, 反应过程中热量的意外释放 容易造成反应釜爆炸起火, 了解其爆炸原因, 加强安全管控,预防事故的发生。
✍硝化、氧化、氯化、聚合等均为强放热反应,若加料速率过快或突遇停电、停水,易造成反应热蓄积,反应釜内温度、压力急剧上升导致发生爆炸。 事故案例 2020年2月11日,辽宁省葫芦岛市一企业发生爆炸事故,造成5人死亡,10人受伤,直接经济损失约1200万元。 事故原因:烯草酮工段一操未对物料进行复核确认、二操错误地将丙酰三酮与氯代胺同时加入到氯代胺储罐V1428内,导致丙酰三酮和氯代胺在储罐内发生反应,放热并积累热量,物料温度逐渐升高,反应放热速率逐渐加快,最终导致物料分解、爆炸。
▲图源:央视新闻 预防措施 ◆遵守操作规程,通过控制温度与加料速度来控制反应速度; ◆加强对工程技术措施的检查,如报警、联锁、SIS系统是否完好再用; ◆保证生产过程中公辅工程(水、电、气、汽)运行稳定; ◆根据工艺危险度等级完善控制措施。
✍精细化工生产过程中,始终伴随着各种相态(气、液、固)的物料加入、搅拌、升温、冷却、取样、中和、精(蒸)馏、真空、破真空、物料转移、过滤、烘干、包装等操作工序,物料间相对运动产生静电,引发事故可能是最多的。 事故案例 2017年12月9日,江苏连云港一公司间二氯苯装置发生爆炸事故,造成10人死亡、1人轻伤,直接经济损失4875万元。 事故原因:尾气处理系统的氮氧化物(夹带硫酸)串入保温釜,与釜内物料发生化学反应,持续放热升温,并释放氮氧化物气体,使用压缩空气压料时,高温物料与空气接触,反应加剧,紧急卸压放空时,遇静电火花燃烧,釜内压力骤升,物料大量喷出,与釜外空气形成爆炸性混合物,遇火源发生爆炸。 预防措施 ●严禁使用真空或空气压送物料,严禁使用机泵及金属(或有导静电措施)管道输送可燃液体; ●使用氮气破真空; ●存在可燃液体的反应釜设置氮封。
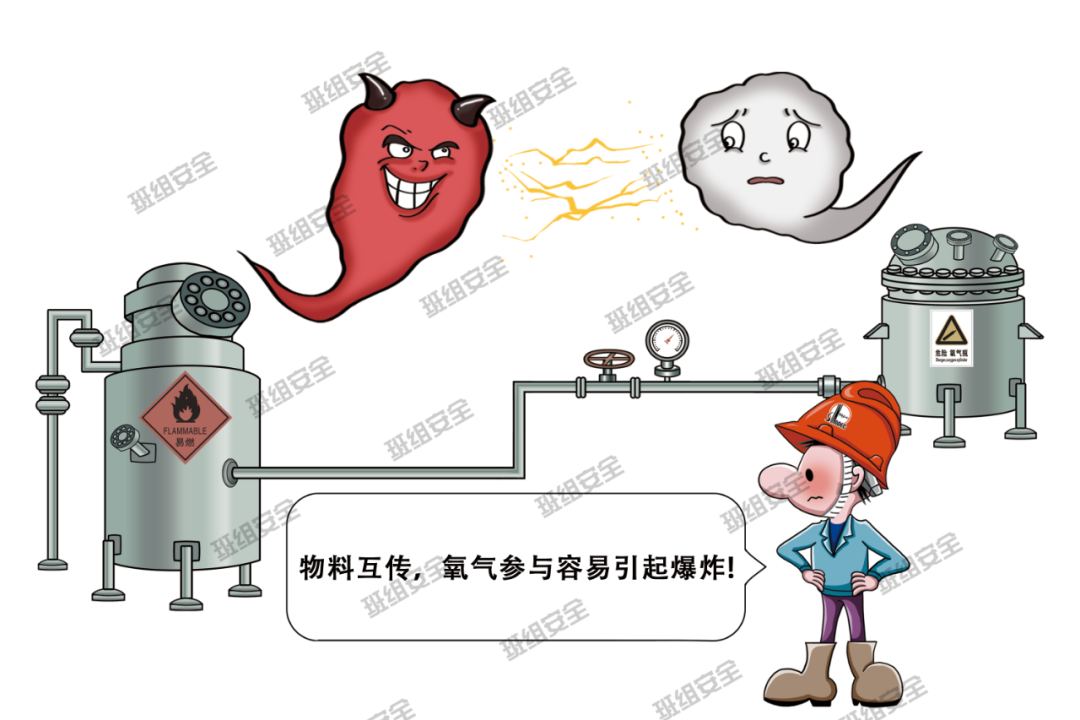
事故案例 2018年7月12日,四川宜宾市一工业园区发生重大爆炸着火事故,造成19人死亡、12人受伤,直接经济损失约4142万元。 事故原因:操作人员将无包装标识的氯酸钠当作丁酰胺,补充投入到2R301釜中进行脱水操作引发爆炸着火。
预防措施 ○定期对设备进行检查; ○分析物料互串对系统可能产生的影响,并落实合理措施; ○加强危险化学品出入库、标志标识、标签管理,加强对员工的操作技能培训。
✍精细化工企业常见的操作就是反应完成之后,该反应釜又当蒸馏釜使用,将其溶剂进行蒸馏回收套用,若产物受热分解,且未有效控制操作温度,可能会造成物料分解爆炸。 事故案例 2006年7月,江苏省盐城市射阳县盐城氟源化工有限公司临海分公司1号厂房氯化反应塔发生爆炸,造成22人死亡,3人重伤,26人轻伤。 事故原因:在氯化反应塔冷凝器无冷却水、塔顶没有产品流出的情况下没有立即停车,而是错误地继续加热升温,使物料(2,4-二硝基氟苯)长时间处于高温状态,最终导致其分解爆炸。 预防措施 ◎收集物料的热稳定性资料并利用; ◎制定异常工况的应急处置措施; ◎针对物料特性,完善控制措施。
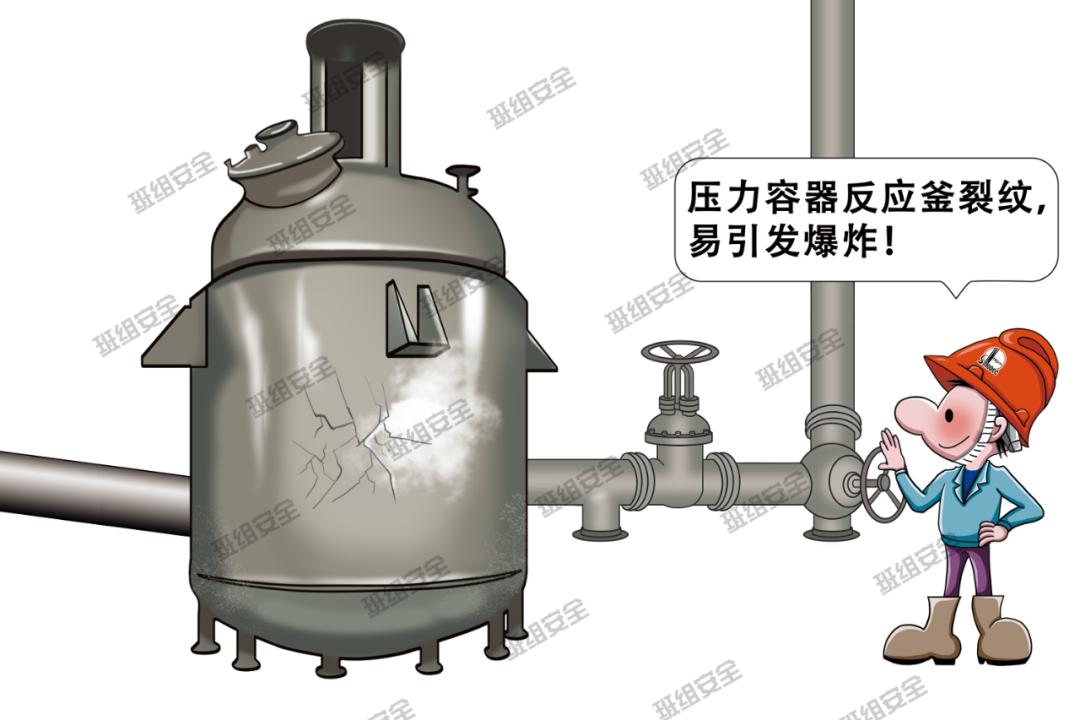
✍设备完好是企业安全生产的物质基础。 事故案例 2005年7月26日,江苏省无锡市一化工厂在六氯环戊二烯试生产过程中,双环戊二烯裂解釜发生爆炸,事故造成9人死亡,3人受伤。 事故原因:在六氯环戊二烯生产过程的裂解反应阶段,由于双环戊二烯裂解器制造质量存在严重缺陷,下端的管板与壳体法兰连接的角焊缝开裂,导致裂解器的加热载体-熔盐流入到双环戊二烯裂解釜中。熔盐中含有55%的强氧化剂硝酸钾,与裂解釜中的双环戊二烯等有机物发生剧烈化学反应,导致裂解釜爆炸。 预防措施 ◆做好设备全生产周期管理,尤其是高温高压设备的入厂检查; ◆通过工艺参数的变化预判设备使用情况; ◆制定异常工况的应急处置措施。
✍杂质是相对目的产物或主要成分而言,它本身就具有爆炸性(如多硝基化合物),积累(浓缩)到一定浓度后就可能发生爆炸。杂质存在,还会加速其他物料的分解,如蒽醌法双氧水生产过程中,工作液的加氢反应是在碱性条件下进行,而氢化液的氧化反应以及双氧水的萃取又必须在酸性条件下进行。如果氧化液呈碱性,双氧水会发生分解而酿成事故。 事故案例 2012年8月25日,山东淄博一化工厂双氧水车间发生爆炸事故,造成3人死亡、7人受伤,直接经济损失约750万元。 事故原因:钯催化剂及白土床中氧化铝粉末随氢化液进入到氧化塔中,引起双氧水分解,使塔内压力、温度升高。紧急停车后,未采取排料、泄压等应急措施,高温、高压导致氧化塔上塔爆炸。
安全提示 ●收集化学品的危险特性信息,根据其特性确定使用、储存条件; ●加强工艺过程参数监测; ●制定异常工况的应急处置措施。 加强精细化工企业安全生产风险管控, 保证人身安全!
|
 路过 |
 雷人 |
 握手 |
 鲜花 |
 鸡蛋 |









了解更多资讯
立即关注
GMT+8, 2025-4-2 15:34 , Processed in 0.046080 second(s), 21 queries .
Powered by Discuz! X20
© 2001-2011 Comsenz Inc.



最新评论